|
|
本文是 3 篇系列文章的一部分,该系列文章将讨论智能手机镜头模组设计的挑战,从概念、设计到制造和结构变形的分析。本文是三部分系列的第一部分,将专注于OpticStudio中镜头模组的设计、分析和可制造性评估。(联系我们获取文章附件) @MCg%A��fw D}X\C�a"h� 简介 S^�\V�gi�( ��kPLxEwl� 智能手机已成为我们日常生活的重要组成部分,并包含大量高科技光学系统,以满足对出色成像性能的需求。大多数智能手机在有限的空间内安装了多个复杂且低成本的相机单元。这对设计师和制造商都提出了挑战。注塑成型的塑料透镜需要精确的装配,确保每个模块在安装时都可正常工作。 �^��r�,=vO Y�0�-n�\�| 手机镜头规格 Ciz�X�<Cr} em���N*l]N 手机镜头是小型相机,这意味着在设计的时候要最大限度地减少它们在手机中占用的空间。它们重量轻,可在低F#下捕获高质量图像。手机镜头的通常规格是一个非常短的系统(总长(TOTR)0.2/0.25(这是由探测器像素的大小决定的),系统将具有大视场角和快F#。 ?�.;c���$' 让我们看一个来自专利(1)的手机镜头的例子: )P�|),S,;Z 6��,{���$J  `+�Q%oj#FF · 快 F/2.0 �~�M4;���� `+�Q%oj#FF · 快 F/2.0 �~�M4;����
· 有效焦距f:@2.4mm艾里斑半径=1.22λf#≈1.22μm ?<'}r7D �
· 全视场角=95度 ����ZExlGC
· 像素尺寸=2.5μm。像素大小接近Airy斑大小。根据定义,奈奎斯特频率是2个像素作为一个周期。对于2.5μm的像素尺寸,它的一个周期是5.0μm,因此对应的奈奎斯特频率为200线对/毫米。奈奎斯特频率下大于20%的MTF是可接受图像质量的典型最小对比度。 E=!\��z%�4
· 传感器1280 x 720像素。这是1MP(百万像素)。尽管就现代智能手机相机的分辨率而言,它不是顶级的(当前的智能手机镜头可能使用12MP左右),但它仍然可用于监控和其他小型光学应用。此外,这里主要介绍与现代智能手机光学等应用相关的概念和方法。 ��Op��YY{f
· 半对角线图像高度:2-2.7mm s�,&Z=zt0R
· 短 TOTR=4.8mm ��pcWP�H�. j#�q-^�h3H 手机镜头通常使用扩展偶次或Q型非球面来满足这些规格。 �0Z{Z�O*rK f=K]�XT�w~ 材料:塑料 ut7�zVp<"� ^3�L0w�}�# 注塑成型塑料通常被用于大批量和低成本生产这些镜片。下表总结了塑料镜片与玻璃镜片的优缺点。但请注意,塑料材料可以被进一步分为不同的塑料族群,这些系列中的每一个材料都将表现出特定的特性(COC=环烯烃共聚物,COP = 环烯烃聚合物,PMMA(丙烯酸),PC=聚碳酸酯,PEI=聚醚酰亚胺)(3)。 v,�>Dbx�n �I4i>+:_J�  j+��
�0I-p o�:Sa,
!DK 以下是肖特的 N-BK7 玻璃和爱尔康的 PMMA 塑料之间的比较。它显示了可以在材料目录中读取其中一些特性: #'9H���U2� -C?ZB}�` � j+��
�0I-p o�:Sa,
!DK 以下是肖特的 N-BK7 玻璃和爱尔康的 PMMA 塑料之间的比较。它显示了可以在材料目录中读取其中一些特性: #'9H���U2� -C?ZB}�` �  8��c^�T�T& 该专利给出了塑料镜片的折射率和阿贝数。让我们将其替换为具有接近特性的材料: Y�glmX"fLf + @s�"zp;F 8��c^�T�T& 该专利给出了塑料镜片的折射率和阿贝数。让我们将其替换为具有接近特性的材料: Y�glmX"fLf + @s�"zp;F  RdR�p�.pb8 �;@Y;g(bw: 其中 Nd和 Vd分别是 587.56 nm 波长对应的折射率和阿贝数。 %/�#N�K1&M APL5014C 是三井化学株式会社的材料, _^�%�,���x EP10000 是三菱瓦斯化学株式会社的材料。 '@k+�4y9q? ��N� U���` 光学设计回顾 VQ9/Gxd�eo l�p%pbx43s 在优化标准方面,要考虑的要点是球差、彗差、像散、场曲、畸变、色差、相对照度和分辨率(或MTF)。 m�`^q� <sj 对于三阶像差校正,通过降低匹兹伐和来校正场曲,这可能需要较大的折射率差来有效校正。由于塑料透镜中可选的折射率有限,设计人员使用高度非球面面型的透镜来校正每个视场。 ^yN&�ZI3P& 本文的光学设计包含5个扩展非球面透镜。在前面有一个盖板玻璃来保护光学器件。在背面,我们可以看到一个可选的红外滤光片。专利中描述用于“减少或消除环境噪声对光电传感器的干扰”。 t=W��}S��H 在专利中,光阑表面位于第一个扩展非球面透镜的边缘。 D�7Q$R:6| g&Vx:f�OC� RdR�p�.pb8 �;@Y;g(bw: 其中 Nd和 Vd分别是 587.56 nm 波长对应的折射率和阿贝数。 %/�#N�K1&M APL5014C 是三井化学株式会社的材料, _^�%�,���x EP10000 是三菱瓦斯化学株式会社的材料。 '@k+�4y9q? ��N� U���` 光学设计回顾 VQ9/Gxd�eo l�p%pbx43s 在优化标准方面,要考虑的要点是球差、彗差、像散、场曲、畸变、色差、相对照度和分辨率(或MTF)。 m�`^q� <sj 对于三阶像差校正,通过降低匹兹伐和来校正场曲,这可能需要较大的折射率差来有效校正。由于塑料透镜中可选的折射率有限,设计人员使用高度非球面面型的透镜来校正每个视场。 ^yN&�ZI3P& 本文的光学设计包含5个扩展非球面透镜。在前面有一个盖板玻璃来保护光学器件。在背面,我们可以看到一个可选的红外滤光片。专利中描述用于“减少或消除环境噪声对光电传感器的干扰”。 t=W��}S��H 在专利中,光阑表面位于第一个扩展非球面透镜的边缘。 D�7Q$R:6| g&Vx:f�OC�  �UhQj
Qaa~ 此文件位于附件中,名为:710_original.zar。 aE$�[�5�2 当我们将专利中给出的镜头数据直接输入 OpticStudio 时,MTF 规格不能得到满足。 @O^6&��\s> @YTaS�z�$L �UhQj
Qaa~ 此文件位于附件中,名为:710_original.zar。 aE$�[�5�2 当我们将专利中给出的镜头数据直接输入 OpticStudio 时,MTF 规格不能得到满足。 @O^6&��\s> @YTaS�z�$L  K�} X&AJ5A K�} X&AJ5A  ML56k~"BL� 7}�5J�D�G� 扩展偶次和Q型非球面 |�"CZ��T�# O.M>�+~Nw� 该专利使用扩展非球面多项式表面。这些类型系统最常用的多项式是扩展偶次和Q型非球面。两者都可以在OpticStudio中使用。 DAr1C+Dy
让我们看一下扩展非球面多项式。扩展非球面的矢高z可以描述为: 4�yA+�h2� ^'{F���h"5 ML56k~"BL� 7}�5J�D�G� 扩展偶次和Q型非球面 |�"CZ��T�# O.M>�+~Nw� 该专利使用扩展非球面多项式表面。这些类型系统最常用的多项式是扩展偶次和Q型非球面。两者都可以在OpticStudio中使用。 DAr1C+Dy
让我们看一下扩展非球面多项式。扩展非球面的矢高z可以描述为: 4�yA+�h2� ^'{F���h"5  ]:k�/Y$�O2 ^K�T Y?��� 公式中: !9VY�|&fHe c 是曲率(曲率半径的倒数) rlS�eu�5X6 r 是以镜头单位表示的径向坐标 �Vd�+T$uC� k 是圆锥常数 ��~YWQ�2]� ρ 是归一化径向坐标 ywmo#�qY�e αi是以透镜单位表示的非球面系数。 �,G?�WAOy, E�,x+Je�KV 扩展非球面多项式可以扩展到 480 阶。 (�2E��\�p �9W1YW�9rL 优化非球面项需要注意,因为非球面项之间可能会相互冲突,并且高阶系数可能导致不可制造的形状。2阶项会与曲率冲突,并且不适用于某些加工设备 – 它在 OpticStudio 中可用是为了完整性。4阶项会与圆锥常数冲突。通常,系数的值不容易比较。很难根据系数的值判断哪个阶次的影响最大。 �A�&Usddcp jZkc�BIK2� 这就是为什么有时Q型非球面比扩展非球面更适合。Q型非球面具有正交项。Q型非球面是由 G.Forbes 开发的径向对称表面。它有两种变体: yEoF�4b�t� Lx�SpctiNx · Qbfs(最佳拟合球面,OpticStudio 中的“类型 0”)定义了一个由非球面与最佳拟合球面的RMS斜率偏离来表征的表面。它适用于球面的轻微非球面变化。 �,Np0�wg0 · Qcon(圆锥面,OpticStudio中的“类型1”)定义了一个由非球面与圆锥基面矢高偏离来表征的表面。它最适用于球面的强非球面变化。 l'�E*=R�n� �W/bQd)Jvk Q型非球面比扩展偶次非球面的计算量更大。但是,它们有几个优点。系数的大小同非球面与最佳拟合球面或圆锥面的斜率或矢高偏离(取决于类型 0 或类型 1)直接相关。这些项在归一化半径上是正交的,因此可以在优化过程中直接控制,以帮助提高可制造性。这意味着各个项可以一起优化,因为它们不会直接影响彼此。系数的值通常也较大,因此需要较少的精度位数。 :zke %�Yx� 4-�y��:/�8 下表总结了这些优缺点: _F�U_Ubkr� A>��;bHf�@ ]:k�/Y$�O2 ^K�T Y?��� 公式中: !9VY�|&fHe c 是曲率(曲率半径的倒数) rlS�eu�5X6 r 是以镜头单位表示的径向坐标 �Vd�+T$uC� k 是圆锥常数 ��~YWQ�2]� ρ 是归一化径向坐标 ywmo#�qY�e αi是以透镜单位表示的非球面系数。 �,G?�WAOy, E�,x+Je�KV 扩展非球面多项式可以扩展到 480 阶。 (�2E��\�p �9W1YW�9rL 优化非球面项需要注意,因为非球面项之间可能会相互冲突,并且高阶系数可能导致不可制造的形状。2阶项会与曲率冲突,并且不适用于某些加工设备 – 它在 OpticStudio 中可用是为了完整性。4阶项会与圆锥常数冲突。通常,系数的值不容易比较。很难根据系数的值判断哪个阶次的影响最大。 �A�&Usddcp jZkc�BIK2� 这就是为什么有时Q型非球面比扩展非球面更适合。Q型非球面具有正交项。Q型非球面是由 G.Forbes 开发的径向对称表面。它有两种变体: yEoF�4b�t� Lx�SpctiNx · Qbfs(最佳拟合球面,OpticStudio 中的“类型 0”)定义了一个由非球面与最佳拟合球面的RMS斜率偏离来表征的表面。它适用于球面的轻微非球面变化。 �,Np0�wg0 · Qcon(圆锥面,OpticStudio中的“类型1”)定义了一个由非球面与圆锥基面矢高偏离来表征的表面。它最适用于球面的强非球面变化。 l'�E*=R�n� �W/bQd)Jvk Q型非球面比扩展偶次非球面的计算量更大。但是,它们有几个优点。系数的大小同非球面与最佳拟合球面或圆锥面的斜率或矢高偏离(取决于类型 0 或类型 1)直接相关。这些项在归一化半径上是正交的,因此可以在优化过程中直接控制,以帮助提高可制造性。这意味着各个项可以一起优化,因为它们不会直接影响彼此。系数的值通常也较大,因此需要较少的精度位数。 :zke %�Yx� 4-�y��:/�8 下表总结了这些优缺点: _F�U_Ubkr� A>��;bHf�@  Z4w!p�?Wqa �,p�QZ@I\z OpticStudio 提供了一个在非球面类型之间进行转换的工具,可以让我们把其他类型非球面表面转换成Q型非球面。由于系统中有一个球面有很强的非球面变化,我们将使用 Qcon 类型(“类型 1”)。 ��)e=D(q�d N�gG�p��� Z4w!p�?Wqa �,p�QZ@I\z OpticStudio 提供了一个在非球面类型之间进行转换的工具,可以让我们把其他类型非球面表面转换成Q型非球面。由于系统中有一个球面有很强的非球面变化,我们将使用 Qcon 类型(“类型 1”)。 ��)e=D(q�d N�gG�p���  G��d��xnpE E`usk�nf>l 如果项数设置为自动,OpticStudio 将基于原来非球面的阶数自动确定新非球面的合适阶数。 pG�^������ B:S>wFE(.� 转换为Q型非球面是1:1转换,因此拟合是精确的。如果不是,请增加项数。 j�B Z&Ad@e ;LP��fXp�R 优化 b)5u�f�'?- 4b�er!r�JM 从专利开始,手机镜头模组已经用真实的塑料材料和不同的多项式定义进行了修改。MTF性能未得到满足,因此让我们稍微修改一下设计以使其满足。使用 OpticStudio 优化工具,可以构建一个评价函数来稍微重新优化厚度。希望这一步足以确保良好的性能。红外滤光片的厚度不做改变,因为它是红外滤光片的标准厚度。 a�U� ��"8{ IT��7��wT+ 评价函数设定为小的 RMS 波前差以及所有视场在 200 lp/mm 空间频率下的 MTF 优于0.2。另一种选择是使用对比度优化。评价函数还可以包括用于控制畸变和相对照度的操作数。这些操作数的权重可以设置很小,或者为零,并在第一轮优化后进行检查。有时这些权重值在软件优化运行中可以保持固定不变。 ��U!?_�W=? Val�|n�*% G��d��xnpE E`usk�nf>l 如果项数设置为自动,OpticStudio 将基于原来非球面的阶数自动确定新非球面的合适阶数。 pG�^������ B:S>wFE(.� 转换为Q型非球面是1:1转换,因此拟合是精确的。如果不是,请增加项数。 j�B Z&Ad@e ;LP��fXp�R 优化 b)5u�f�'?- 4b�er!r�JM 从专利开始,手机镜头模组已经用真实的塑料材料和不同的多项式定义进行了修改。MTF性能未得到满足,因此让我们稍微修改一下设计以使其满足。使用 OpticStudio 优化工具,可以构建一个评价函数来稍微重新优化厚度。希望这一步足以确保良好的性能。红外滤光片的厚度不做改变,因为它是红外滤光片的标准厚度。 a�U� ��"8{ IT��7��wT+ 评价函数设定为小的 RMS 波前差以及所有视场在 200 lp/mm 空间频率下的 MTF 优于0.2。另一种选择是使用对比度优化。评价函数还可以包括用于控制畸变和相对照度的操作数。这些操作数的权重可以设置很小,或者为零,并在第一轮优化后进行检查。有时这些权重值在软件优化运行中可以保持固定不变。 ��U!?_�W=? Val�|n�*%  g�.�_]8{K� g�.�_]8{K�  �0�3qQ'pq %i9�E �@EV 优化结束后,将显示厚度值四舍五入到小数点后3位。 R�SyUaA�� %G/��h�D��
�0�3qQ'pq %i9�E �@EV 优化结束后,将显示厚度值四舍五入到小数点后3位。 R�SyUaA�� %G/��h�D��  �}mYx_=+VX F�Q7�T'G �Ms5ap<q# �Ms5ap<q#  ��6azGhxh� ��6azGhxh�  i�$:*Pb3mV c�"n\c�NP< 为了纠正这个问题,我们可以简单地增加表面14和表面15之间的空气间隔,并删除表面16的额外厚度。这也将有助于安装镜头。 �^Y>�F|;M# �L~�rBAIdD i�$:*Pb3mV c�"n\c�NP< 为了纠正这个问题,我们可以简单地增加表面14和表面15之间的空气间隔,并删除表面16的额外厚度。这也将有助于安装镜头。 �^Y>�F|;M# �L~�rBAIdD  G )trG9 .a H�����z1%x 在优化中,可以使用操作数 FTGT(全厚度大于)或 DSAG(可以计算不同的矢高数据,如最大矢高)来控制。 +\c5���]�` F|o�:�W�75 每个透镜的厚度变化很小(<0.1mm)。将“原始”文件和“新”文件使用文件比较器进行比较,如下: +ocol6G7W� �7u���S~MW G )trG9 .a H�����z1%x 在优化中,可以使用操作数 FTGT(全厚度大于)或 DSAG(可以计算不同的矢高数据,如最大矢高)来控制。 +\c5���]�` F|o�:�W�75 每个透镜的厚度变化很小(<0.1mm)。将“原始”文件和“新”文件使用文件比较器进行比较,如下: +ocol6G7W� �7u���S~MW  jrl�Vv�zZ� jrl�Vv�zZ�  vMi�;+6'n> vMi�;+6'n>  D3Ig>gKo?m 6x�e*E[#k\ 以下是经过轻微重新优化设计后的新 MTF 结果。轴上 MTF 曲线非常接近衍射极限: t7dt*D_YqK Ustv{�:7�v D3Ig>gKo?m 6x�e*E[#k\ 以下是经过轻微重新优化设计后的新 MTF 结果。轴上 MTF 曲线非常接近衍射极限: t7dt*D_YqK Ustv{�:7�v  ,�.83m%i�� ,�.83m%i��  �hk(Z�M#Bh +,T�RfP
Fb 该文件名为 710_reoptimized_MTF_materials_QType.zar。 -aPg#�u��b �|mdVdD~go 控制可制造性 �h5{'Q$Erl G_3O]BMKd) 非球面由于其非常规形状而更具制造挑战性。手机镜头通常通过注塑成型生产,将塑料注入非球面形的模具中实现。该过程的可重复性非常好,这也是为什么注塑成型会成为大批量生产的不错选择的原因。 ?cBwP�et�p !*��F1q|�R 使用塑料也会有一些缺点,因为这些镜片结构往往不太稳定。稍后将通过FEA建模结合STAR模块对此进行研究。 fo*2:�?K&� �SO|NaqW�a 为了能够制造模具,有几点需要注意: �_(W+�S`7Z 5,Jp[bw{H{ · 拐点:表面上曲率改变符号的位置。拐点导致典型的鸥翼形状 z�U�kgG�61 · 凹面:取决于局部曲率半径,这可能受到制造工具尺寸的限制 E:s�f{B'&� · 斜率变化:描述表面不规则性在子孔径上变化速度的通用方式 �nX6u(�U�� �g��|DF[�� OpticStudio具有控制表面矢高、曲率、斜率的工具。 ?�*�G|XnM& 8rnwXP�B�N �hk(Z�M#Bh +,T�RfP
Fb 该文件名为 710_reoptimized_MTF_materials_QType.zar。 -aPg#�u��b �|mdVdD~go 控制可制造性 �h5{'Q$Erl G_3O]BMKd) 非球面由于其非常规形状而更具制造挑战性。手机镜头通常通过注塑成型生产,将塑料注入非球面形的模具中实现。该过程的可重复性非常好,这也是为什么注塑成型会成为大批量生产的不错选择的原因。 ?cBwP�et�p !*��F1q|�R 使用塑料也会有一些缺点,因为这些镜片结构往往不太稳定。稍后将通过FEA建模结合STAR模块对此进行研究。 fo*2:�?K&� �SO|NaqW�a 为了能够制造模具,有几点需要注意: �_(W+�S`7Z 5,Jp[bw{H{ · 拐点:表面上曲率改变符号的位置。拐点导致典型的鸥翼形状 z�U�kgG�61 · 凹面:取决于局部曲率半径,这可能受到制造工具尺寸的限制 E:s�f{B'&� · 斜率变化:描述表面不规则性在子孔径上变化速度的通用方式 �nX6u(�U�� �g��|DF[�� OpticStudio具有控制表面矢高、曲率、斜率的工具。 ?�*�G|XnM& 8rnwXP�B�N  $<d�H?%�!7 k�$z_:���X 所有这些工具都有相应的操作数,可以添加到评价函数中以控制不可制造的解决方案。例如,让我们看一下表面13,它是鸥翼表面,基本曲率半径为0.777mm: <y�2U3;�t� fn��jPSts0 $<d�H?%�!7 k�$z_:���X 所有这些工具都有相应的操作数,可以添加到评价函数中以控制不可制造的解决方案。例如,让我们看一下表面13,它是鸥翼表面,基本曲率半径为0.777mm: <y�2U3;�t� fn��jPSts0  IX�Mop�7~� IX�Mop�7~�  VuhGx�:�Xl �kn�u,"<�� 以下绘制了表面矢高、表面斜率和表面曲率: �~NrG`�
D} -�j#�2}[J7 VuhGx�:�Xl �kn�u,"<�� 以下绘制了表面矢高、表面斜率和表面曲率: �~NrG`�
D} -�j#�2}[J7  b(e��N��mu b(e��N��mu  ��7Ut�n\�l ��7Ut�n\�l  !=*g@�mg�F fIx��+IL�s 矢高表和 BFSD(最佳拟合球面数据)操作数定义了要从最佳拟合球面 (BFS) 中移除的材料总量。所有这些分析都提供了有关非球面可制造性和测试的重要信息: `quw9j9`C\ 0r��QMLx� · 矢高和矢高表给出了表面形状,因此给出了局部厚度z的变化。这与最佳拟合球面数据一起决定了制造非球面所需的努力。数字越低,需要的努力就越少。非球面矢高偏离度直接影响加工时间。 |B?m,U$A! · 曲率显示非球面系数如何改变了表面的局部曲率半径。局部曲率的控制是至关重要的,以允许刀具正常工作。 )�#0�O�>F~ · 非球面偏离的局部斜率决定了表面变化的快慢。它对制造和测试都很重要。BFS 和表面之间的最大斜率差直接影响干涉检测中看到的最大条纹数;均方根(rms)斜率差影响整个表面孔径上条纹的总数。这将决定可否通过直接测量的方法检测光学元件的子孔径的大小。 ��#vz7y(�v 59LZ�v��-l 以下是用于计算这些值的评价函数操作数: vjbASF�F0= ,8S/t���+H !=*g@�mg�F fIx��+IL�s 矢高表和 BFSD(最佳拟合球面数据)操作数定义了要从最佳拟合球面 (BFS) 中移除的材料总量。所有这些分析都提供了有关非球面可制造性和测试的重要信息: `quw9j9`C\ 0r��QMLx� · 矢高和矢高表给出了表面形状,因此给出了局部厚度z的变化。这与最佳拟合球面数据一起决定了制造非球面所需的努力。数字越低,需要的努力就越少。非球面矢高偏离度直接影响加工时间。 |B?m,U$A! · 曲率显示非球面系数如何改变了表面的局部曲率半径。局部曲率的控制是至关重要的,以允许刀具正常工作。 )�#0�O�>F~ · 非球面偏离的局部斜率决定了表面变化的快慢。它对制造和测试都很重要。BFS 和表面之间的最大斜率差直接影响干涉检测中看到的最大条纹数;均方根(rms)斜率差影响整个表面孔径上条纹的总数。这将决定可否通过直接测量的方法检测光学元件的子孔径的大小。 ��#vz7y(�v 59LZ�v��-l 以下是用于计算这些值的评价函数操作数: vjbASF�F0= ,8S/t���+H  d\�&�U*�=� G�v�t�G(u~ 可以逐个表面检查设计,以确定可制造性以及检测这些表面的最佳方法。 `&r�+F/Ap2 SB;&GHq"n� 分析(相对照度、图像模拟、MTF) 4M=]��wR;� Fd%#78UEo} 相对照度 �j"t�(0�m� �|{�z:IQLv 相对照度(RI)分析计算均匀朗伯场景下光学系统的相对照度针对径向视场坐标的函数。由于余弦四次方定律,边缘视场照度趋于下降。余弦四次方定律是在光阑置于透镜上的薄而慢的无像差系统中观察到的,图像辐照度按照视场角余弦的四次方下降。 .�wEd"A&j �"(�3[+W{| d\�&�U*�=� G�v�t�G(u~ 可以逐个表面检查设计,以确定可制造性以及检测这些表面的最佳方法。 `&r�+F/Ap2 SB;&GHq"n� 分析(相对照度、图像模拟、MTF) 4M=]��wR;� Fd%#78UEo} 相对照度 �j"t�(0�m� �|{�z:IQLv 相对照度(RI)分析计算均匀朗伯场景下光学系统的相对照度针对径向视场坐标的函数。由于余弦四次方定律,边缘视场照度趋于下降。余弦四次方定律是在光阑置于透镜上的薄而慢的无像差系统中观察到的,图像辐照度按照视场角余弦的四次方下降。 .�wEd"A&j �"(�3[+W{|  !�h���A�-_ &� �TCkpS� 对于47.5度的角度,预计 RI 为cos4(47.5),大约 21%。 1j�mjg~��W 相对照度图显示一个更高的值。它是沿+Y视场绘制的。 �-V*R\,>�� ����D��TX0 !�h���A�-_ &� �TCkpS� 对于47.5度的角度,预计 RI 为cos4(47.5),大约 21%。 1j�mjg~��W 相对照度图显示一个更高的值。它是沿+Y视场绘制的。 �-V*R\,>�� ����D��TX0  >2y':f��O� ]�g#:�KAqz 图像模拟 JinU�V6c�r �oM
�����X 让我们看看相机使用图像模拟看到的内容。由于全视场为95度,我们从视场角切换到视场高度作为视场定义。一个像素在0度视场下所占的角度大小可能与在47.5度视场下的不同。 � uP`Z1�2& E�+j/�C�u� >2y':f��O� ]�g#:�KAqz 图像模拟 JinU�V6c�r �oM
�����X 让我们看看相机使用图像模拟看到的内容。由于全视场为95度,我们从视场角切换到视场高度作为视场定义。一个像素在0度视场下所占的角度大小可能与在47.5度视场下的不同。 � uP`Z1�2& E�+j/�C�u�  Q�4#.X�=.d ��-mbt��4w 因此,让我们添加一个近轴透镜,并将角度视场定义更改为物高视场定义。物体厚度设置为1000mm(因此物体将在1m 处)。在表面1处输入一个新表面,将其设置为焦距为1000mm的近轴表面。将近轴表面厚度设置为10mm。然后将角度视场定义转换为物高视场定义。 �z 4e7P�W| S��pIv#�? Q�4#.X�=.d ��-mbt��4w 因此,让我们添加一个近轴透镜,并将角度视场定义更改为物高视场定义。物体厚度设置为1000mm(因此物体将在1m 处)。在表面1处输入一个新表面,将其设置为焦距为1000mm的近轴表面。将近轴表面厚度设置为10mm。然后将角度视场定义转换为物高视场定义。 �z 4e7P�W| S��pIv#�?  F��x]�WCQo F��x]�WCQo  @��f_L�p%K ]vB$~�3||� 我们可以使用评价函数操作数来检查此转换: X��nH05LQ� \�,'m</o~, @��f_L�p%K ]vB$~�3||� 我们可以使用评价函数操作数来检查此转换: X��nH05LQ� \�,'m</o~,  0.Q�
U�jw� R)?�*N@�.s 可以看到,最大视场的物高为1103mm。对于这个视场,软件无法计算相对照度,因此我们将该值降低到1000mm,对应于45度角。 v�8w�q,CYV +��WZ�X.D� 让我们看看如何通过相机看到这个输入图像“{Zemax}\IMAFiles\Demo picture – 640 x 480.bmp”。 `�_6C�{<�O [@_��Jj3`4 该图像的对角线为400像素 = OW���&�!at 所以视场高度为1200 = &�Gc�9VF]o 这意味着像素大小为2.5mm =. V%��t.�l 放大倍率为-0.002,因此像面处的像素大小约为5um。 8�$]�1M,$r 该系统为衍射受限系统,艾里斑半径为1.4um。根据我们的规格,探测器的像素尺寸为2.5um。因此,让我们将过采样设为2以使“光学”像素尺寸更小。 O"�+��gQXe �bS{��bkE> 0.Q�
U�jw� R)?�*N@�.s 可以看到,最大视场的物高为1103mm。对于这个视场,软件无法计算相对照度,因此我们将该值降低到1000mm,对应于45度角。 v�8w�q,CYV +��WZ�X.D� 让我们看看如何通过相机看到这个输入图像“{Zemax}\IMAFiles\Demo picture – 640 x 480.bmp”。 `�_6C�{<�O [@_��Jj3`4 该图像的对角线为400像素 = OW���&�!at 所以视场高度为1200 = &�Gc�9VF]o 这意味着像素大小为2.5mm =. V%��t.�l 放大倍率为-0.002,因此像面处的像素大小约为5um。 8�$]�1M,$r 该系统为衍射受限系统,艾里斑半径为1.4um。根据我们的规格,探测器的像素尺寸为2.5um。因此,让我们将过采样设为2以使“光学”像素尺寸更小。 O"�+��gQXe �bS{��bkE>  _kC-dEGf!y h!�,v�/�7= 下图显示了结果。PSF网格颜色在图像编辑器中被翻转。 FB�G4pb9=~ p
.��%]Q*8 _kC-dEGf!y h!�,v�/�7= 下图显示了结果。PSF网格颜色在图像编辑器中被翻转。 FB�G4pb9=~ p
.��%]Q*8  3RUy��,�s� 3RUy��,�s�  f'F?MINJP� f'F?MINJP�  +Z,;,�5'5G �[�XN��=�{ 图像模拟主要向我们展示了图像在视场边缘较暗的结果。 1wii8B�6�� Q��@=�Q�0� FFT 离焦 MTF Mg+�2.
8%� Y�By�L�oM* FFT离焦MTF曲线显示了设计灵敏度随像面位置的变化。下图显示的是空间频率200cycles/mm,偏移量+/-0.015mm的情况。 .w:DFk^E]b �6�u?�>M9 +Z,;,�5'5G �[�XN��=�{ 图像模拟主要向我们展示了图像在视场边缘较暗的结果。 1wii8B�6�� Q��@=�Q�0� FFT 离焦 MTF Mg+�2.
8%� Y�By�L�oM* FFT离焦MTF曲线显示了设计灵敏度随像面位置的变化。下图显示的是空间频率200cycles/mm,偏移量+/-0.015mm的情况。 .w:DFk^E]b �6�u?�>M9  HGl|-nW��> MnmVl"(�/� MTF vs 视场 �U%-��A?5 x�KbXt;l�2 MTF vs视场图显示了特定频率(此处为50、100、150 和 200 cycles/mm)下的MTF,作为视场的函数。它显示了MTF如何随视场角而变化。 �EX*�HiZU> �%q"%AauJR HGl|-nW��> MnmVl"(�/� MTF vs 视场 �U%-��A?5 x�KbXt;l�2 MTF vs视场图显示了特定频率(此处为50、100、150 和 200 cycles/mm)下的MTF,作为视场的函数。它显示了MTF如何随视场角而变化。 �EX*�HiZU> �%q"%AauJR 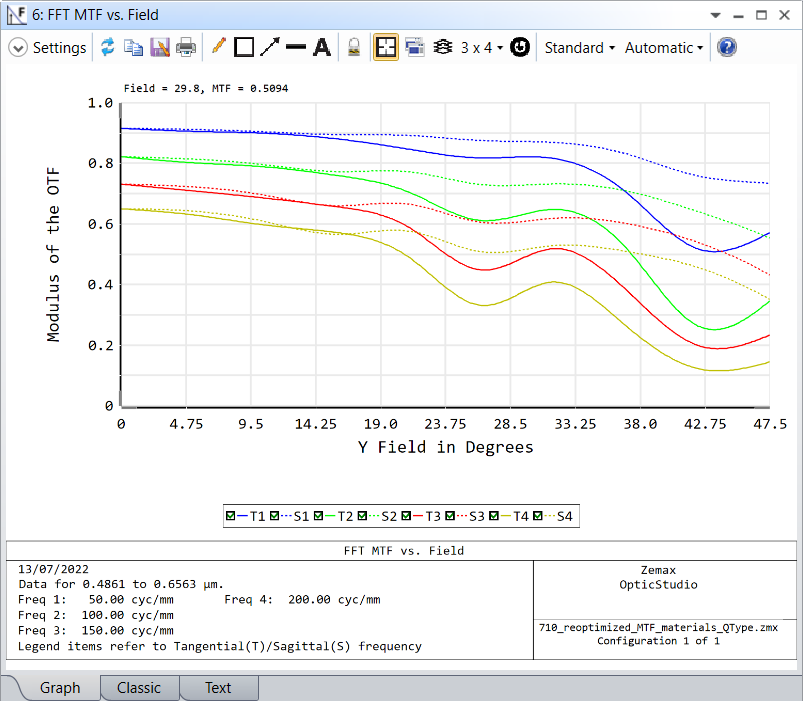 t �<~��h'U �-$�\y_?}� 结论 k``�_EiV4t �2��y��75 本文展示了帮助设计师在OpticStudio中创建手机镜头的工具。 3�s*mbk�[J L]7=�?vN=8 下一篇文章:设计手机相机镜头第2部分:使用 OpticsBuilder 实现光机械封装,我们将使用 Zemax OpticsBuilder 编辑光学元件,扩展镜片的复杂边缘,以便将它们安装到机械底座中。 �$P�h|�e)p [�\]50=�&� 参考文献 �K&u�_R��
C-xr"�]#]� 1.US patent 2019/0129149 A1 – lens system 710 “Wide FOV 5 Element Lens System”: https://patents.google.com/patent/US20190129149A1/en �c&6��I[�R 2.Resolution and MTF: https://www.edmundoptics.co.uk/knowledge-center/application-notes/imaging/resolution/ �O}gV�`q; 3.Plastic: &{5,:�%PXw https://optical-tech-group.toyotec.com/en/technicalcolumn/what-materials-are-used-for-plastic-lenses/ ��]dVGU�G8 t �<~��h'U �-$�\y_?}� 结论 k``�_EiV4t �2��y��75 本文展示了帮助设计师在OpticStudio中创建手机镜头的工具。 3�s*mbk�[J L]7=�?vN=8 下一篇文章:设计手机相机镜头第2部分:使用 OpticsBuilder 实现光机械封装,我们将使用 Zemax OpticsBuilder 编辑光学元件,扩展镜片的复杂边缘,以便将它们安装到机械底座中。 �$P�h|�e)p [�\]50=�&� 参考文献 �K&u�_R��
C-xr"�]#]� 1.US patent 2019/0129149 A1 – lens system 710 “Wide FOV 5 Element Lens System”: https://patents.google.com/patent/US20190129149A1/en �c&6��I[�R 2.Resolution and MTF: https://www.edmundoptics.co.uk/knowledge-center/application-notes/imaging/resolution/ �O}gV�`q; 3.Plastic: &{5,:�%PXw https://optical-tech-group.toyotec.com/en/technicalcolumn/what-materials-are-used-for-plastic-lenses/ ��]dVGU�G8
https://www.photonics.com/Articles/Plastic_Optics_Specifying_Injection-Molded/a25487 �\eTwXe]Pv
https://www.ipt.fraunhofer.de/en/Competencies/Productionmachines/precisiontechnology-plasticreplication/injection-molded-lenses.html ��j\y�jc/m 4.[Webinar] Cell Phone Lens: The Fundamentals Behind the Optical System Design [Q&A] Z�T�*ydln 5.Community forum thread: How to control the aspherical surface during the optimization ��=<C:��d
|



